柔性線路板在生產(chǎn)過程中有的時(shí)候會(huì)出現(xiàn)孔無銅,微短等現(xiàn)象,其中機(jī)械孔鉆孔偏位以及菲林對(duì)位對(duì)偏,都會(huì)造成此異常。
1、異常造成原因:
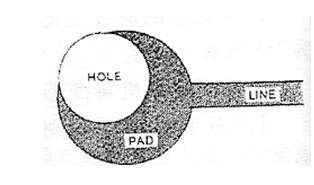
(1)鉆孔過程中鉆頭產(chǎn)生偏移(見右圖)
(2)蓋板材料選擇不當(dāng),軟硬不適
(3)基材產(chǎn)生漲縮而造成位移
(4)所采用的配合定位工具使用不當(dāng)
(5)孔位檢驗(yàn)程序不當(dāng)
(6)鉆頭運(yùn)行過程中產(chǎn)生共振
(7)彈簧夾頭不干凈或損壞
(8)鉆孔程序出現(xiàn)故障
(9)定位工具系統(tǒng)精度不夠
(10)鉆頭在運(yùn)行接觸蓋板時(shí)產(chǎn)生滑動(dòng)/2、解決方法:
(1)A、檢查主軸是否偏轉(zhuǎn)
B、減少疊板數(shù)量:通常按照雙面板疊層數(shù)量為鉆頭直徑的5倍而多層板疊層數(shù)量為鉆頭直徑的2~3倍。
C、增加鉆頭轉(zhuǎn)速或降低進(jìn)刀速率;
D、重新檢查鉆頭是否符合工藝要求,否則重新刃磨;
E、檢查鉆頭頂尖是否具備良好同心度;
F、檢查鉆頭與彈簧夾頭之間的固定狀態(tài)是否緊固;
G、重新檢測和校正鉆孔工作臺(tái)的穩(wěn)定和穩(wěn)定性。
(2)選擇復(fù)合蓋板材料(上下兩層是厚度0.06mm的鋁合金箔,中間是纖維芯,總厚度為0.35mm)。
(3)檢查鉆孔后其它作業(yè)情況,如孔化前應(yīng)進(jìn)行烘干處理
(4)檢查或檢測工具孔尺寸精度及上定位銷的位置是否有偏移。
(5)檢測驗(yàn)孔設(shè)備與工具。
(6)選擇合適的鉆頭轉(zhuǎn)速。
(7)清理或更換彈簧頭。
(8)重新檢查磁帶、軟盤及讀帶機(jī)等。
(9)檢測及改進(jìn)工具孔位置及孔徑精度。
(10)選擇合適的進(jìn)刀速率或選抗折強(qiáng)度更好的鉆頭。
療設(shè)備控制器軟板") 醫(yī)療設(shè)備控制器軟板
醫(yī)療設(shè)備控制器軟板碼相機(jī)軟板") 數(shù)碼相機(jī)軟板
數(shù)碼相機(jī)軟板碼相機(jī)軟板") 數(shù)碼相機(jī)軟板
數(shù)碼相機(jī)軟板電容屏軟板") 手機(jī)電容屏軟板
手機(jī)電容屏軟板